Kenderaan tenaga baru moden secara beransur -ansur bekerja keras dalam proses reka bentuk, di mana jaring tanduk kereta adalah salah satu daripada mereka, jaring tanduk kereta logam tradisional mempunyai keperluan penampilan kasar, dan keperluan mesh tidak terlalu ketat, jadi mesh yang diproses agak besar, jaraknya luas, proses pemprosesan yang rendah, kelajuan cepat, susunan kakitangan yang mudah. Kos acuan yang tinggi menjadikan banyak pengeluar pemprosesan menunggu plum untuk menghilangkan dahaga mereka.
Theproses etsaMengadopsi kaedah pemprosesan cecair kimia, yang boleh menggabungkan kelebihan stamping dan laser, dan memproses bahan ultra tipis dengan mesh seragam, tiada burrs, tiada dinding lubang dan dinding menegak. Bentuk kompleks produk bersih tanduk kereta juga boleh terukir tanpa kos tambahan, licin dan seragam tanpa burrs, dan kebosanan dikekalkan di bawah 0.02.
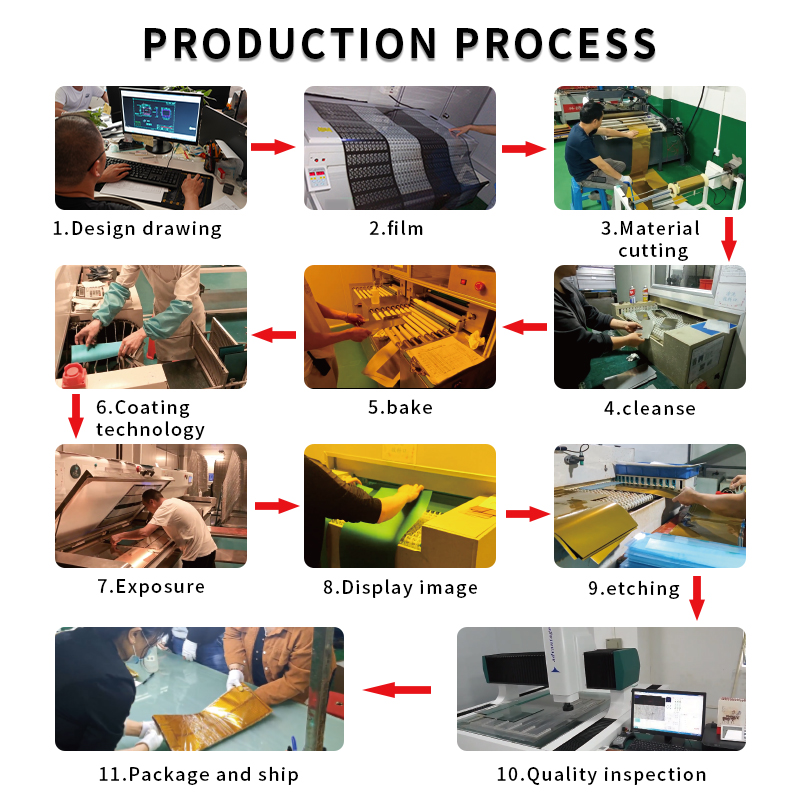
Langkah pertama untuk menentukan bahan, keluli tahan karat adalah salah satu bahan yang biasa digunakan, kerana ketahanan dan kekuatan kakisan yang baik, sesuai untuk pengeluaran penutup mesh tanduk kereta. Apabila membuat penutup tanduk kereta, substrat logam perlu dibersihkan terlebih dahulu untuk mengeluarkan minyak dan kekotoran di permukaan dan memastikan kualiti proses berikutnya. Langkah seterusnya adalah untuk memohon dakwat fotosensitif, selepas substrat dibersihkan, lapisan dakwat fotosensitif perlu digunakan secara merata ke permukaan logam, yang akan mengeras semasa proses pendedahan untuk membentuk lapisan pelindung. Langkah seterusnya adalah pendedahan, di mana filem yang direka diletakkan di kedua -dua belah logam yang bersalut dengan dakwat fotosensitif, dan didedahkan oleh cahaya ultraviolet, supaya corak filem dipindahkan ke permukaan logam. Selepas pendedahan, plat logam dibangunkan dan dakwat fotosensitif yang tidak disengajakan dikeluarkan, mendedahkan bahagian logam yang mendasari dan menyiapkannya untuk etsa.
Seterusnya datang kakisan kimia, yang menggunakan penyelesaian etsa kimia tertentu untuk mengetuk bahagian terdedah logam untuk membentuk corak mesh yang dikehendaki. Proses ini mencapai ketepatan yang tinggi dan mengelakkan kelemahan laser atau stamping. Ia biasanya disiapkan dengan peralatan etsa profesional, dan keseluruhan kitaran proses pemeriksaan adalah kira -kira 5 hingga 7 hari. Proses terakhir pengisaran dan penyemburan: setelah selesaietsa, adalah perlu untuk menggilap penutup mesh untuk menghilangkan burrs dan meningkatkan kualiti penampilan; Ia kemudian disembur untuk meningkatkan rintangan kakisan dan estetika.
Dengan kemajuan sains dan teknologi, proses pengeluaran penutup mesh pembesar suara sedang berkembang ke arah ketepatan yang lebih tinggi, berat yang lebih ringan dan penampilan yang lebih baik.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик